管理人のイエイリです。
ヒューレット・パッカード社(HP社)と言えば、ワークステーションや大判プリンターなど、BIM(ビルディング・インフォメーション・モデリング)やCIM(コンストラクション・インフォメーション・モデリング)のユーザーにおなじみの製品を提供しています。
そのうち、これまでと全くジャンルの違う製品が、同社からBIM/CIMユーザーに提供されることになりそうです。
というのは、HP社が
ナ、ナ、ナ、ナント、
3Dプリンター事業に進出
しようとしているからなのです。
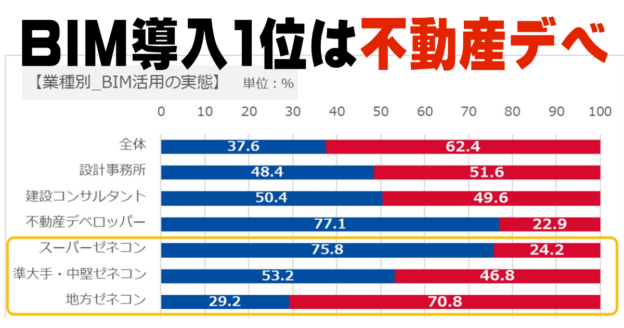
HP社が開発中の3Dプリンターイメージ(資料・写真:Hewlett-Packard Development Company。以下同じ)

試作機で作った模型。繊細で頑丈、着色済みの模型を高速に作れる
現在、市販されている3Dプリンターは模型などを造形する性能が、「繊細に造形できるが強度が弱い」か「形はラフだが強度は強い」という2つのタイプに分かれます。
HP社は造形性能についての課題を解決するために「HPマルチジェット・フュージョン(HP Multi Jet Fusion)」という新技術を開発しました。
まず造形エリア上を左右に動くインクジェットヘッドで、薄く粉末状の材料をしきならしながら、模型として固める部分には「溶融薬(fusing agent)」、固めない部分には「非溶融薬(detailing
agent)」を精密に噴射します。
その直後に、今度は上下に動く別のヘッドで加熱し、1断面を焼き固めます。するとこれらの薬剤の作用によって、固める部分、固めない部分の境界がくっきりと分かれ、シャープな模型が作れるという仕組みです。
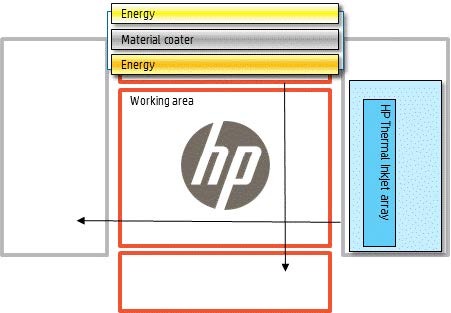
材料の敷きならしと薬剤の散布、加熱は縦横別々のヘッドで行われる
このときに模型の微少部分ごとに材質を変えられる「変換薬(transforming agent)」を投入することで、着色済み模型のほか、表面の粗さや摩擦係数、弾性、不透明・半透明、電気や熱の伝導率などを部分的に変えた模型が作れます。

試作機で造形した模型の例

シャープな形状と色分け
現在の3Dプリンターは、造形用の材料を吹き出すノズルがXY方向に動きながら薄くスライスされた模型の断面を作り、その上に次の断面を積み重ねる、という作業を延々と繰り返しながら造形していく仕組みになっています。
そのため、1つの模型を作るのに数時間から数十時間という、長い時間がかかります。
そこで、HP社はインクジェットプリンターで培った技術を使い、4.25インチ(約108mm)長の造形ノズルを直列につなぐことで、幅40インチ(1016mm)を一気に造形することができるようにしました。

長さ4.25インチの造形ノズルをつないで1回の造形幅を40インチまで広げられる
その結果、従来の3Dプリンターに比べて
造形速度が10倍
にスピードアップされるとのことです。
昨日の記事では、米オートデスク社が3Dプリンター事業に乗り出すことをお伝えしましたが、HP社のプロモーションビデオには米オートデスク社のカール・バスCEOも登場しており、両社がどのようなコラボを行っているのかが気になりますね。